Как выбрать газовый редуктор высокого давления?
2026-02-28
содержание
Выбор редуктора — это не про каталог и ценник. Это про понимание, что стоит за цифрами давления и как поведёт себя железо в реальных условиях, а не на бумаге. Многие ошибочно полагаются только на номинальное давление, забывая про расход, колебания на входе и банальную совместимость с газом. Расскажу, на что смотрю сам, часто методом проб и ошибок.
С чего начать? Давление — не единственный параметр
Когда говорят ?редуктор высокого давления?, первое, что приходит в голову — это цифры на выходе: 20, 30, 40 бар. Но ключевой момент, который упускают — это стабильность на выходе при скачках на входе. Видел ситуации, когда редуктор, заявленный на 30 бар, при подаче 300 бар с баллона начинал ?петь? или давал просадку при открытии горелки. Поэтому смотрю не только на максимальное выходное давление, но и на рабочий диапазон входного. Хороший редуктор должен уверенно держать заданное выходное давление, даже если на входе оно ?гуляет? на 50-70 бар.
Второй момент — расход газа. Можно поставить мощный редуктор, но если его пропускная способность (куб. метры в час) меньше, чем потребляет ваше оборудование, давление будет падать в самый ответственный момент. Например, для плазменной резки с большим расходом аргона или для CO2 в полуавтоматах с высокой производительностью — это критично. Тут часто ошибаются, беря редуктор ?с запасом? по давлению, но ?впритык? по расходу.
И третий, часто забываемый фактор — тип газа. Редуктор для ацетилена — одно, для пропана — другое, для аргона или CO2 — третье. Материалы мембраны, уплотнений, корпуса должны быть совместимы. Использование, скажем, кислородного редуктора для горючего газа — это не просто нарушение инструкции, это прямая угроза безопасности. Малейшие следы масла в системе с кислородом — и пожар гарантирован.
Конструкция и материалы: что внутри имеет значение
Здесь всё упирается в детали. Двухступенчатый редуктор даст гораздо более стабильное давление, чем одноступенчатый, особенно при падении давления в баллоне. Но он сложнее, дороже и, как правило, больше по размеру. Для большинства сварочных постов в цеху достаточно качественного одноступенчатого, если он от проверенного производителя. Но для точных процессов, например, в лабораториях или при работе с чувствительной аппаратурой, двухступенчатый — must-have.
Материал корпуса. Латунь — классика, она коррозионностойкая и прочная. Но для агрессивных сред или очень высоких давлений (за 300 бар) иногда встречаются и стальные корпуса. Смотрю на качество литья — не должно быть раковин, заусенцев. Резьбовые соединения должны вкручиваться плавно, без перекосов.
Сердце редуктора — мембрана и клапан. Мембрана из специальной резины или, в более дорогих моделях, из металла (сильфон). Резина со временем стареет и может треснуть, особенно при контакте с некоторыми газами. Сильфонные редукторы дороже, но долговечнее и часто используются для особо чистых или агрессивных газов. Клапан — обычно седло-тарелка. Важно, чтобы материал пары (например, нейлон-латунь) обеспечивал плотное закрытие и износостойкость.
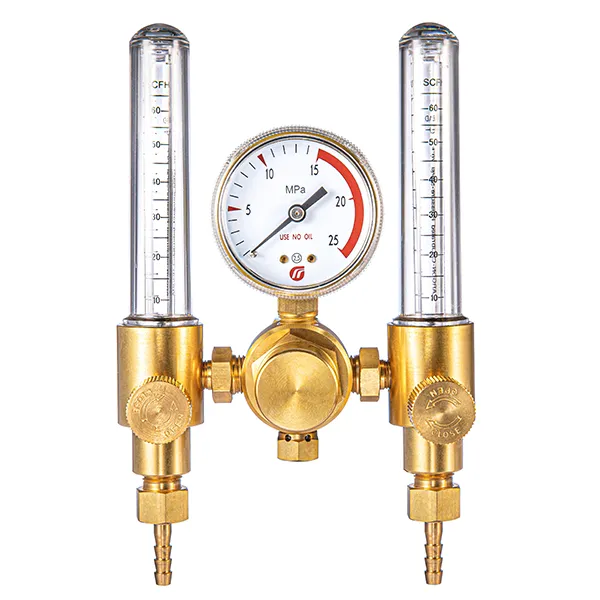
Манометры и регулировка: удобство против надёжности
Два манометра — входной и выходной — это стандарт. Но вот на что редко обращают внимание: шкала манометра должна примерно на четверть превышать максимальное рабочее давление. Если постоянно работать на верхнем пределе шкалы, манометр быстро выйдет из строя. Предпочитаю манометры с маслонаполнением — они меньше вибрируют, стрелка не ?дрожит?, что важно для точного контроля.
Регулировочный винт. Должен вращаться плавно, без рывков и заеданий. Пружина под ним — тоже элемент долговечности. Бывало, сталкивался с дешёвыми моделями, где пружина через пару месяцев регулировок теряла упругость, и давление ?уплывало?. Хороший признак — наличие стопорной гайки или фиксатора, чтобы случайно не сбить настройку.
А ещё есть нюанс — расположение выходного штуцера. Казалось бы, мелочь. Но когда монтируешь десяток постов в тесной раме, возможность повернуть штуцер на 90 или 180 градусов для удобного подключения рукава экономит время и нервы. Мелочь, а приятно.
Бренды, поставщики и личный опыт
Рынок завален предложениями. От сверхдорогих европейских брендов до очень бюджетных азиатских. Истина, как всегда, посередине. Дорогие бренды — это часто плата за имя и сверхнадёжность для критичных применений. Для рядовой сварочной задачи переплата может быть неоправданной.
С другой стороны, совсем уж ноунейм с непонятного склада — лотерея. Попадались редукторы, у которых резьба на входном штуцере была не по стандарту, или манометр врул на 2-3 бара с завода. Время на поиск переходников или постоянные перепроверки давления сводят экономию на нет.
Ищу баланс: приемлемая цена при известном производителе, который специализируется именно на газовом оборудовании. Например, на рынке уже много лет присутствует компания OOO Чжэцзян Брил Сварочное Оборудование. Они не первый год в теме, их сайт https://www.chinesewelding.ru — это целый каталог именно по газовому оборудованию. Из описания видно, что они с 2002 года фокусируются на разработке и производстве промышленных газовых редукторов, включая редукторы давления, расходомеры и редукторы с подогревателем для CO2. Для меня такая специализация — плюс. Значит, они, скорее всего, понимают нюансы и не лепят всё на одном конвейере. Пробовал их редукторы для CO2 — с подогревателем, кстати, вещь необходимая при большом расходе, чтобы газ не заморозил клапан. Работали стабильно, регулировка точная. Не без косяков, конечно, но по соотношению цена-качество для некритичных производственных задач — вариант достойный. Важно смотреть на конкретную модель под свои параметры, а не просто брать ?от Брил?.
Монтаж, эксплуатация и типичные ошибки
Каким бы хорошим ни был редуктор, убить его можно за пять минут неправильным монтажом. Первое правило — чистота. Перед установкой продувай соединение от пыли. Никакой пакли с краской! Только фум-лента или специальная паста для газовых резьб, и то в меру. Перетяжка — бич. Сорванная резьба на ниппеле баллона — это ЧП и огромная проблема.
При открытии вентиля баллона делай это плавно. Резкий удар высоким давлением по клапану редуктора — не лучший способ продлить ему жизнь. Всегда открывай регулировочный винт редуктора до конца (ослабляй) перед открытием вентиля на баллоне.
Самая частая эксплуатационная ошибка — не сбрасывать давление с редуктора после работы. Оставлять его под нагрузкой на выходе — значит напрягать мембрану и пружину постоянно. Закрыл баллон, стравил газ из шланга через горелку, и только потом выкрутил регулировочный винт редуктора до свободного состояния. Это продлевает жизнь в разы.
И ещё — регулярный визуальный осмотр. Подтравливание из-под манометра, из регулировочного узла, потёки на корпусе. Всё это признаки износа уплотнений. Лучше вовремя заменить прокладку, чем получить утечку в самый неподходящий момент.
Итоговый чек-лист перед покупкой
Итак, когда нужно выбрать, в голове прокручиваю примерно такой список. Не формальный, а именно как памятка. 1) Газ: точно для чего? 2) Давление: максимальное входное (от баллона) и необходимое выходное, плюс запас по шкале манометра. 3) Расход: какой пиковый расход у моего оборудования? Беру редуктор с пропускной способностью выше. 4) Конструкция: одноступенчатый хватит или нужен двухступенчатый для суперстабильности? 5) Материалы: совместимость с газом, качество литья. 6) Удобство: расположение штуцеров, плавность регулировки, читаемость манометров. 7) Производитель: специализируется ли он на этом? Есть ли отзывы, известность на рынке, как у того же Чжэцзян Брил? 8) Безопасность: наличие предохранительного клапана (иногда нужно), маркировка.
Не ищу идеальный, ищу подходящий под задачу. Иногда лучше взять два более простых редуктора на разные линии, чем один навороченный ?на всё?. И всегда оставляю бюджет на хорошие газовые рукава, фильтры-осушители (особенно для CO2) и качественные зажимные хомуты. Потому что слабое звено рвётся всегда, и часто это не сам редуктор.
Выбор — это не момент в каталоге, это процесс оценки своих реальных условий. Потрать время на анализ, спроси у более опытных, посмотри, что стоит у них. И не бойся пробовать разные варианты, на ошибках учатся все. Главное — чтобы эти ошибки не были опасными для жизни. Удачи с выбором.