Как выбрать редуктор для газового баллона?
2026-03-07
содержание
Смотришь на полку с редукторами — глаза разбегаются. Цены от полутора тысяч до двадцати, десятки брендов, китайские, европейские, наши. И главный вопрос, который клиенты задают: ?А чем они вообще отличаются?? Многие думают, что разница только в цене и стране-производителе. Это первое и самое большое заблуждение. На деле, выбор редуктора — это подбор ключа к конкретной задаче. Неправильный выбор — это не просто переплата, это риск нестабильной работы оборудования, перерасхода газа, а в худшем случае — аварийная ситуация. Давайте разбираться по порядку, без воды, как на практике.
Газ — главный определяющий фактор
Первое, с чего нужно начать — это не с бюджета, а с газа. Редуктор для пропана и для аргона — это принципиально разные устройства, и ставить их ?наоборот? категорически нельзя. Почему? Материалы. Для горючих газов (пропан, метан, ацетилен) все уплотнения, мембраны, а часто и корпусные детали, рассчитаны на контакт именно с этими средами. Для кислорода, наоборот, требуется обезжиренность и материалы, не поддерживающие горение. А для CO?, особенно в полуавтоматической сварке, часто нужен подогрев, иначе редуктор обмерзнет и заблокирует подачу. Видел случаи, когда для MIG/MAG-сварки ставили обычный редуктор без подогрева — через полчаса работы клапан замерзал, и шов шел рывками. Пришлось срочно искать редуктор с подогревателем.
Здесь часто возникает путаница с резьбой. Для пропана — левая резьба (направление против часовой стрелки для затяжки), это сделано специально, чтобы нельзя было случайно подключить к другому газу. У кислородных, аргоновых, гелиевых — правая, стандартная. Всегда проверяйте маркировку на корпусе: ?ПРОПАН?, ?АРГОН?, ?O??, ?CO??. Это не просто буквы, это ваша безопасность.
Кстати, о CO?. Если работаете с ним активно, особенно в больших объемах или в холодном цеху, то редуктор с электрическим подогревателем — не роскошь, а необходимость. Он предотвращает образование ?снега? из углекислоты и стабилизирует давление на выходе. У нас на объекте как-то пробовали сэкономить, поставили обычный. В итоге простой бригады на полдня и срочная закупка правильного оборудования свели всю экономию на нет.
Давление и расход: цифры, которые нельзя игнорировать
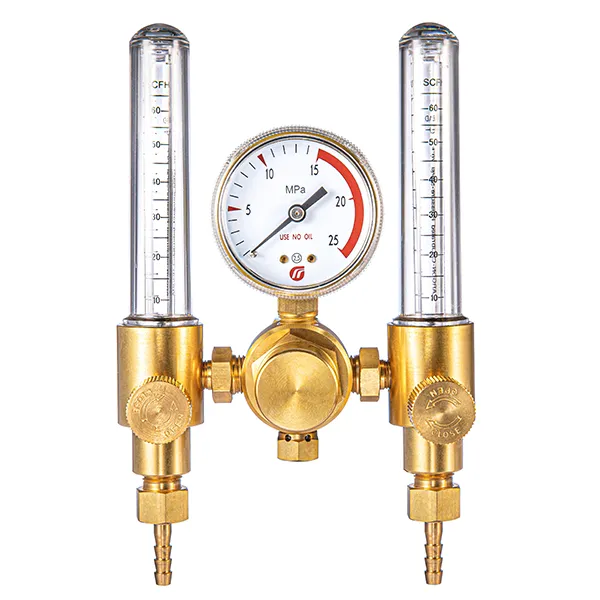
Второй ключевой момент — технические параметры. На каждом редукторе есть две важнейшие шкалы: высокого давления (показывает, сколько осталось в баллоне) и низкого давления (рабочее, которое вы выставляете). Максимальное входное давление должно соответствовать давлению в полном баллоне (например, до 250 атм для аргона). Но самое важное — это максимальное давление на выходе и пропускная способность.
Для газовой резки с большими горелками нужно высокое рабочее давление (скажем, до 4-5 бар) и большой расход. Для аргонодуговой сварки TIG, наоборот, нужно очень точное и низкое давление (работают в диапазоне 0.5-2 бара) и стабильность, ?не дышать?. Если поставить на TIG-аппарат мощный, но грубый редуктор от резки, вы просто не сможете выставить тонкую струйку газа, пламя горелки будет ?прыгать?.
Расходомер (ротаметр) — отличная штука для точных работ. Вместо того чтобы гадать по манометру, вы видите фактический поток газа в литрах в минуту. Особенно критично для аргона при сварке нержавейки или алюминия — там отклонение на пару литров может повлиять на качество шва. Но и у расходомеров есть нюанс: они калиброваны под определенный газ. Шкала для аргона и для гелия будет разной, потому что плотность газа разная.
Конструкция и надежность: что внутри имеет значение
Когда определились с газом и параметрами, смотрим на ?начинку?. Двухступенчатый редуктор дороже одноступенчатого, но дает гораздо более стабильное давление на выходе, независимо от падения давления в баллоне. Это важно для автоматизированных процессов или длительных работ. Одноступенчатый же будет потихоньку ?проседать? по мере опустошения баллона.
Материал мембраны — обычно это специальная резина или полимер. Качественная мембрана не ?дубеет? со временем и не трескается. Корпус — латунь или сталь. Латунь не ржавеет, что критично для большинства газов. Смотрел как-то вскрытый дешевый no-name редуктор: внутри была тончайшая мембрана, которая уже через пару месяцев работы деформировалась, и пружина начала заедать. Результат — постоянная подстройка.
Еще один практический момент — исполнение. Бывают редукторы для помещений, а бывают в брызгозащищенном или даже взрывобезопасном исполнении (Ex) для опасных зон. Если у вас мастерская с обычными условиями, переплачивать не надо. Но если баллоны стоят на улице или в сыром помещении, стоит взять модель с соответствующей защитой.
Бренды, рынок и разумный компромисс
Тут начинается поле для споров. Европейские бренды (названия все знают) — это эталон надежности, точности и долговечности. Но и цена соответствующая. Для интенсивной ежедневной работы на критически важном производстве их выбор часто оправдан. Однако для небольшой мастерской, сезонных или периодических работ такая покупка может быть избыточной.
Хорошие китайские производители, которые давно на рынке и специализируются именно на этой продукции, предлагают очень достойное соотношение цены и качества. Их изделия уже давно не те, что были 15 лет назад. Ключ — в специализации. Есть компании, которые десятилетиями фокусируются на конкретном сегменте, например, на газовой аппаратуре для сварки. Они накапливают опыт, дорабатывают конструкции. Вот, например, OOO Чжэцзян Брил Сварочное Оборудование (https://www.chinesewelding.ru). Компания работает с 2002 года, и, что важно, их профиль — именно разработка и производство промышленных газовых редукторов, расходомеров, редукторов с подогревателем для CO?. Когда производитель ?заточен? под одну линейку, а не делает всё подряд, это обычно чувствуется в деталях: в качестве обработки латуни, в надежности клапана, в четкости шкал манометров.
Личный опыт: несколько лет назад закупали для монтажной бригады партию редукторов для аргона средней ценовой категории. Выбрали модель от такого специализированного производителя. Работают до сих пор, проблем по герметичности или ?плывущему? давлению не было. Конечно, внешняя отделка попроще, чем у топовых европейцев, но функционально — всё на уровне.
Что в итоге? Краткий чек-лист перед покупкой
Итак, чтобы не запутаться, перед походом в магазин или оформлением заказа онлайн, определите для себя несколько пунктов. 1) Какой именно газ? (Пропан, аргон, CO?, кислород и т.д.). 2) Для каких работ? (Тонкая TIG-сварка, MIG/MAG с CO?, резка, автосервис). От этого зависит нужное давление и наличие/отсутствие подогрева. 3) Интенсивность использования? (Постоянно/ежедневно или эпизодически). Это вопрос выбора между одно- и двухступенчатым редуктором и общего уровня надежности.
Не стесняйтесь спрашивать у продавца конкретные параметры: максимальное выходное давление, пропускную способность (м3/ч или л/мин), для какого газа калиброван расходомер, если он есть. Хороший продавец, особенно в специализированной точке, сможет на это ответить.
И последнее — безопасность. Всегда проверяйте наличие паспорта или сертификата на изделие, особенно если это не самый известный бренд. Редуктор — устройство, работающее под высоким давлением. Экономия в 500 рублей здесь может обойтись слишком дорого. Лучше взять проверенную модель от специализированного производителя, даже если он не ?раскручен?, чем самую дешевую noname-новинку с полки. Ваша работа и спокойствие того стоят.